
29
Janขั้นตอนการเชื่อมท่อ HDPE แบบ Electro-socket welding
ขั้นตอนการเชื่อมท่อ HDPE แบบ Electro-socket welding โดนใช้ข้อต่อขดลวดความร้อน ของท่อ HDPE ตามมาตรฐาน DVS 2207 โดยมีขั้นตอนที่ง่ายและใช้ระยะเวลาง่าย ได้คุณภาพไม่ต้องมีประสบการณ์ก็สามารถทำงานได้
Credit : Technical Code DVS 2207-1 Welding of thermoplastics Heated tool welding of pipes, pipeline components and sheets made of PE-HD
DVS – DEUTSCHER VERBAND FÜR SCHWEISSEN UND VERWANDTE VERFAHREN E.V.
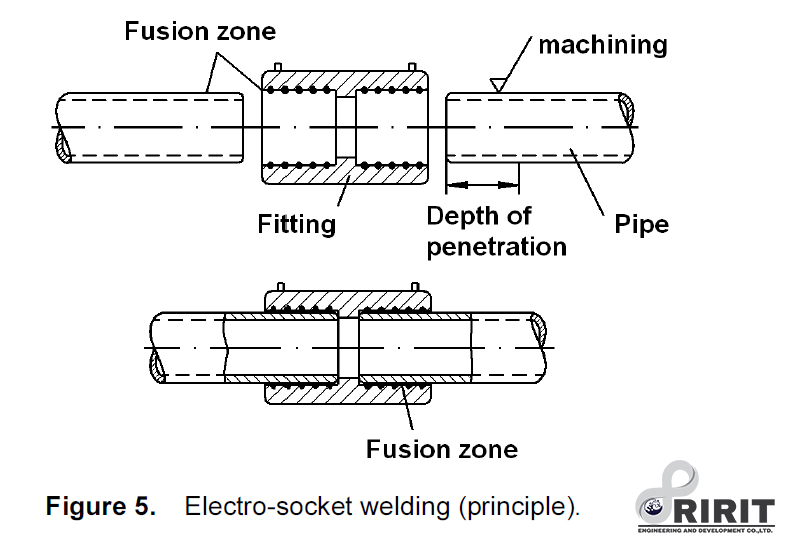
การเชื่อมท่อ HDPE แบบ Electro-socket welding คือการใช้เครื่องพลังงานไฟฟ้าเข้าไปทำปฏิกิริยากับขเชื่อมด้วยลวดความต้านทานภายในข้อต่อทำให้เกิดความร้อนระยะเวลาตามที่ข้อต่อกำหนด

ข้อต่อ hdpe ขดลวดความต้านทานพลังงานไฟฟ้า
พื้นที่เชื่อมต่อ (พื้นผิวท่อและด้านในของข้อต่อ) คือซ้อนทับและเชื่อมด้วยขดลวดความต้านทานภายในข้อต่อhdpe(ขดลวดความร้อนhfpe) ซึ่งถูกทำให้ร้อนขึ้นด้วยพลังงานไฟฟ้า
อุปกรณ์เชื่อมแบบ Electro-socket welding
เฉพาะอุปกรณ์เชื่อมที่ปรับให้เข้ากับชิ้นส่วนที่จะเชื่อมเท่านั้น นำมาใช้ แนะนำให้ใช้อุปกรณ์เชื่อมอัตโนมัติ - อาจเป็นไปได้ พร้อมบันทึก. อุปกรณ์เชื่อมจะต้องจัดหาที่จำเป็น พารามิเตอร์การเชื่อมสำหรับข้อต่อที่จะเชื่อม เช่น การเชื่อม เวลา กระแส และแรงดัน อุปกรณ์จะต้องปิดทันที ปริมาณความร้อนที่จำเป็นถูกส่งไปยังโซนเชื่อม (ซึ่งจะกำหนดในข้อต่อที่เราซื้อจากโรงงานมา)

อุปกรณ์เชื่อมแบบ Electro-socket welding
การเตรียมการเชื่อมแบบ Electro-socket welding
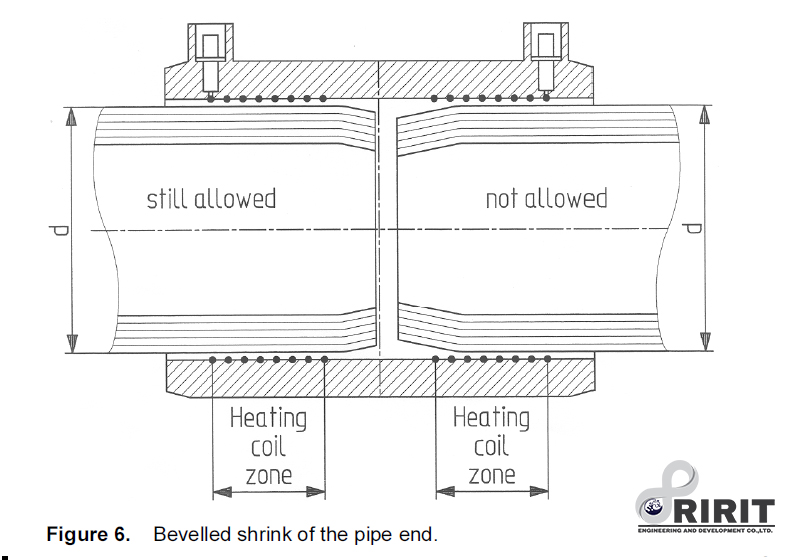
พื้นผิวที่สะอาดและการติดตั้งที่ปราศจากความเครียดเป็นสิ่งสำคัญมาก เพื่อสร้างรอยเชื่อมที่สมบูรณ์แบบ ด้วยการเลือก ท่อที่มีเส้นผ่านศูนย์กลางจำกัดตามมาตรฐาน DIN 8074 ติดตั้งอุปกรณ์ได้ง่ายขึ้นสำหรับการต่อท่อตามแนวแกน จะต้องตัดท่อเป็นรูปสี่เหลี่ยมผืนผ้า ด้วยอุปกรณ์ที่เหมาะสม ในกรณีที่มีการหดตัวแบบเอียงของ ขอบตัดท่อที่ไม่ผ่านการบำบัดต้องแสดงค่าเล็กน้อย เส้นผ่านศูนย์กลาง d (รูปที่ 6) ที่ความลึกเม็ดมีดต่ำสุดที่กำหนด in พื้นที่ของเต้ารับที่อุ่น ถ้าจำเป็น ปลายท่อควร ให้สั้นลงทันทีก่อนทำการเชื่อม
การเหลื่อมของท่อต้องไม่เกิน 1.5 % ของภายนอก เส้นผ่านศูนย์กลางสูงสุด 3 มม. หากจำเป็น สามารถปัดเศษอุปกรณ์ได้ ใช้แล้ว. พื้นผิวของท่อหรือข้อต่อในบริเวณเชื่อมจะต้องมี กลึงอย่างสมบูรณ์ เครื่องมือขูดกับผนังคงที่ การกำจัดความหนาประมาณ ควรใช้ 0.2 มม. ดูแล สำหรับช่องว่างรูปวงแหวนเล็ก ๆ !
ปลายท่อต้องถูกลบคมทั้งภายในและภายนอก ต้องลบออกโดยไม่สัมผัสกับพื้นที่เชื่อมต่อ สามารถถอดข้อต่อออกจากบรรจุภัณฑ์ป้องกันเท่านั้น ก่อนการติดตั้งทันที ในกรณีที่มีการปนเปื้อนของผิวท่อหลังการตัดเฉือน ต้องทำความสะอาดมันจะต้องไม่มีสิ่งเจือปนถูกถูเข้ากับแนวเชื่อม โซน. พื้นที่เชื่อมต่อของข้อต่อหรือแท่นทีตามลำดับ ต้องควบคุมความลึกของเม็ดพลาสติก ได้ด้วยการเสริม เครื่องหมายหรืออุปกรณ์ที่เหมาะสม ข้อต่อจะต้องไม่เอียงหรือ ดันไปที่ปลายท่อด้วยแรง (การติดตั้งความเครียดต่ำ) ต้องยึดข้อต่อต๊าปเข้ากับท่อด้วยวิธี อุปกรณ์ที่เหมาะสมภายใต้การพิจารณาของผู้ผลิต คำแนะนำ.

ซ็อกเก็ตหน้าสัมผัสสำหรับการเชื่อมต่อของสายเชื่อมจะต้อง สามารถเข้าถึงได้ง่าย ฟิตติ้งและท่อต้องแสดงระดับอุณหภูมิเดิมก่อน กระบวนการเชื่อม เกี่ยวกับอุปกรณ์เชื่อมด้วย ชดเชยอุณหภูมิอัตโนมัติ ดูแลว่า อุณหภูมิสิ่งแวดล้อมที่วัดได้สอดคล้องกับ เงื่อนไขของสถานที่เชื่อม หากจำเป็นให้ทำการเชื่อม ต้องป้องกันอุปกรณ์ตลอดจนท่อและข้อต่อ เช่น. ต่อรังสีดวงอาทิตย์โดยตรง

ต้องควบคุมความลึกของข้อต่อที่ถูกต้องโดยใช้ เครื่องหมาย. ส่วนประกอบที่จะเชื่อมควรยึดให้แน่น ความคลาดเคลื่อน อุปกรณ์เชื่อมเชื่อมต่อด้วยสายเคเบิลกับชิ้นส่วน เชื่อม ต้องวางสายเชื่อมโดยไม่มีน้ำหนัก โหลด พื้นที่สัมผัสต้องสะอาด ข้อมูลที่จำเป็นของ แท่นทีฟิตติ้งหรือแทปสำหรับกระบวนการเชื่อมจะถูกนำมาใช้ โดยอัตโนมัติจากอุปกรณ์เชื่อมโดยการสแกน บาร์โค้ดส่วนประกอบเฉพาะ ข้อมูลที่แสดง (เช่น ขนาด) ต้องเป็นไปตามข้อมูลส่วนประกอบ
หลังจากเริ่มกระบวนการเชื่อมแล้ว เครื่องจะทำงานโดยอัตโนมัติ เวลาเชื่อมมักจะ แสดงบนอุปกรณ์เชื่อม จะต้องโอนไปยัง โปรโตคอลการเชื่อมรวมถึงข้อมูลอื่น ๆ จากเครื่องเชื่อม หากไม่มีการบันทึกข้อมูล
พิจารณาข้อความแสดงข้อผิดพลาด! หากมีการหยุดชะงักของแหล่งจ่ายไฟในช่วงต้นของกระบวนการเชื่อม การเชื่อมอาจทำซ้ำได้ตราบเท่าที่ไม่มีข้อบกพร่องที่มองเห็นได้บนข้อต่อหรือข้อความแสดงข้อผิดพลาดกับอุปกรณ์เชื่อม และผู้ผลิตอุปกรณ์เชื่อมต่อได้แจ้งให้เขาทราบแล้ว อนุญาตให้เชื่อมใหม่ได้ พื้นที่เชื่อมต่อ (ท่อและข้อต่อ) จะต้องเย็นลงอย่างสมบูรณ์ก่อนที่จะเริ่มกระบวนการเชื่อมอีกครั้ง

สามารถถอดสายเคเบิลออกได้หลังจากปิดอุปกรณ์ ตรวจสอบตัวบ่งชี้การเชื่อมถ้ามีอยู่บนข้อต่อ การเชื่อมต่ออาจถูกย้ายหลังจากเย็นลงเท่านั้น ผู้ผลิตอุปกรณ์ติดตั้งหรืออุปกรณ์ติดตั้งจะให้ข้อมูลที่เกี่ยวข้อง การเจาะทีต๊าปเกลียวอาจทำได้หลังจากหมดเวลาเย็นตัวแล้วเท่านั้น รายละเอียดจากผู้ผลิตเกี่ยวกับเวลาทำความเย็นเพิ่มเติม เช่น จนกว่าจะมีการพิจารณาการทดสอบความดัน

การเชื่อม HDPE แบบ Electro-socket welding ในพื้นที่แคบ
WHO WE ARE
บริษัท ริฤทธิ์ เอ็นจิเนียริ่ง แอนด์ ดีเวลลอปเม้นท์ จำกัด รับเหมาก่อสร้างและตัวแทนจำหน่ายท่อกับข้อต่อโพลีเอทิลีนความหนาแน่นสูง(HDPE) รับเชื่อมท่อ pe,รับเชื่อมท่อ hdpe,สำหรับงานวางท่อประปา, ท่อระบายน้ำ, ท่อสำหรับร้อยสายไฟฟ้า, และท่อสำหรับร้อยสายสื่อสาร